
 产品:49
产品:49
 联系我们
联系我们

OTC_欧地希机器人FD-B6|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人FD-B6L|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人FD-V8|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人FD-V8L|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人FD-NG3|OTC机器人|OTC焊接机器人|OTC官网,OTC机器人FD-V6S|OTC机器人|OTC焊机,OTC_欧地希机器人FD-B4S|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人FD-B4LS|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人FD-V100|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人FD-V130|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人FD-V25|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人FD-V166|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人FD210|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人FD-A20|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人FD-V80|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人FD-V50|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人FD-V280|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人FD-V350|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人FD-400L|OTC机器人|OTC焊接机器人|OTC官网等。
本公司还OTC_欧地希机器人代理,具体供应的服务范围有:
OTC机器人|OTC焊接机器人|OTC官网,欧地希机器人|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希工业机器人|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希焊接机器人|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机械臂|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人项目|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人配件|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希焊机|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希氩弧焊机|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希气保焊机|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希焊接设备|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希焊枪|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人维保|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人售后服务|OTC机器人|OTC焊接机器人|OTC官网,OTC_欧地希机器人技术支持|OTC机器人|OTC焊接机器人|OTC官网,管线包等。
OTC机器人|OTC焊接机器人_代理_官网|OTC焊机_焊枪_变位机
OTC焊接机器人之 MIG焊接焊接工艺介绍——OTC焊接机器人
声明:本媒体部分图片、文章来源于网络
“MIG(
通常用于不锈钢及铝合金的接合,可根据焊接素材区分使用保护气体。
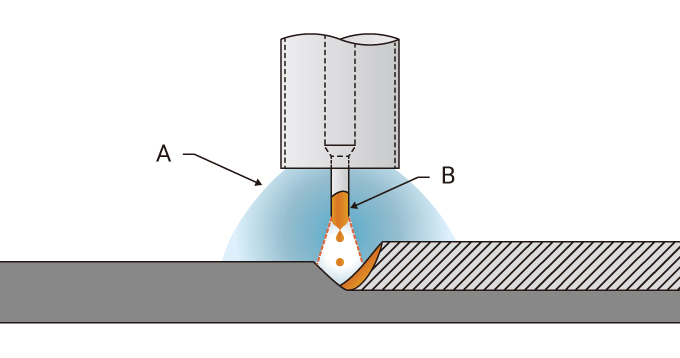
电极使用铁丝状的焊丝。焊丝会被卷成线圈状,安装到焊丝供应装置中,由电动马达驱动传送滚轴,将焊丝自动传送到焊炬顶部。对焊丝通电的操作,将在接触片通过时进行。焊丝与母材之间产生的电弧,能够在熔解焊丝与母材的同时进行焊接。此时,设备将通过喷嘴,向焊接部分周围供应保护气体,将电弧、熔融材料与大气隔离开来。
- Ar或
Ar+2%O气体 - 实芯焊丝电极
- 焊接电源
- 焊丝供应装置
- 焊接焊炬
- 液化气瓶
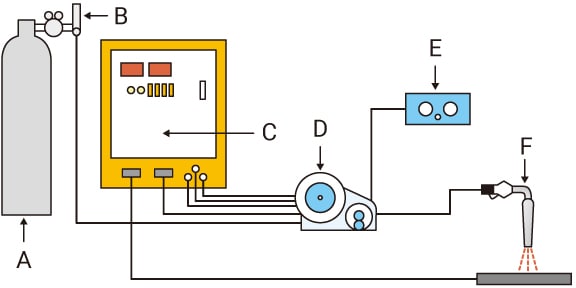
- 液化气瓶
- 气体流量调节器
- 焊接电源
- 焊丝供应装置
- 遥控盒
- 焊接焊炬
MIG焊接还可根据交流/直流类型,以及脉冲的有无进行分类。
| 脉冲 | 焊接方法 | |
|---|---|---|
| 直流(DC) | 无 | 短路电弧MIG焊法 |
| 喷雾MIG焊法 | ||
| 大电流MIG焊法 | ||
| 有 | 脉冲MIG焊法 | |
| 低频率重叠脉冲MIG焊法 | ||
| 交流(AC) | 有 | 交流脉冲MIG焊法 |
| 低频率重叠交流脉冲MIG焊法 | ||
| 直流+交流 | 有 | 交流/直流复合脉冲MIG焊法 |
“短路电弧MIG焊法”是利用短路过渡(短路电弧)现象的焊法。由于半自动焊接较多,传导到母材的热量较低,因此适用于薄板材质。MAG焊接的短路电弧焊接,常用于复杂结构的中厚板材焊接,而用MIG焊接焊接中厚板时,则常用脉冲MIG焊法。
“喷雾MIG焊法”是将焊接电流设定到临界电流以上,调高电弧电压的焊接方法。利用焊材熔解雾化的“喷雾过渡现象”进行接合的MIG焊法。焊接铝时,若在不发生溅射的状态下焊接,可能会发生融合不良等焊接缺陷。此时,可略微降低电弧电压,在微小的喷雾过渡状态下焊接。但是,自从能够涵盖薄板到中厚板焊接的“脉冲MIG焊法”普及以来,喷雾MIG焊法就已经不太常用了。
“大电流MIG焊法”使用粗直径(直径约3.2 mm至5.6 mm)的焊接焊丝进行焊接。焊接装置采用设有双重保护气体喷嘴的焊接焊炬,和额定输出电流约为1,000 A的稳流特性电源。
“直流”、“有脉冲”的MIG焊法,也被称为“传统脉冲MIG焊法”。基本原理与脉冲MAG焊法相同。通过交替输出维持电弧的基础小电流,以及临界电流以上的脉冲电流,确保平均电流低于临界电流时,也能使焊丝溶滴过渡雾化的焊接方法。能够对包括薄板、厚板在内的板材进行高效且高品质焊接。
“低频率重叠脉冲焊法”是以铝的高附加值焊接为目的,基于脉冲MIG焊法开发的。由于可获得鱼鳞状的美观焊缝,常被用于汽车、摩托车上的薄铝板焊接。